
 КН
КН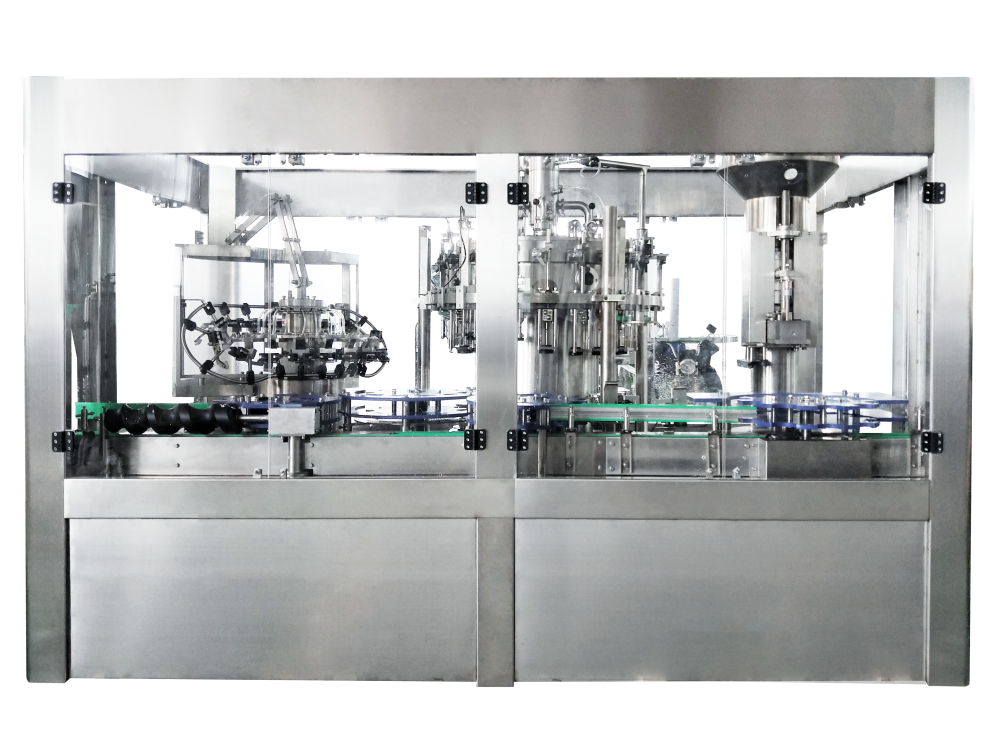

Дијагностиковање вузличних уши у ватри за производњу бутилиране воде
Измерјање пропуста у производњи: брзина у флаширање, време за промену и анализа ОЕЕ
Да бисмо схватили где се производња не остварује, погледајте три кључна индикатора перформанси. Почни упоређивањем стварне брзине пуцања са оним што би опрема требало да може. Када постоји јаз већи од 15%, то обично значи да нешто није у реду са машином или можда подешавања треба прилагодити. Затим, погледајте колико вам треба времена да пређете између различитих производа. Многе биљке губе око 20 до 30 минута сваке смете јер се ове транзиције не оптимизују правилно. И на крају, схватимо укупну ефикасност опреме, или OEE за кратко. Овај број долази множењем времена рада, брзине и квалитета производа. Најбољи производи постигли су преко 85% ОЕЕ, али већина флашираних водених линија бори се са ефикасношћу од 60 до 70%, што износи око 12 изгубљених дана сваког месеца. Редовни прегледи ОЕЕ помажу да се идентификују да ли проблеми потичу од сломљених машина, тих малих прекида које нико не примећује или једноставно лоше контроле квалитета током целог процеса.
Откривање скривених ограничења: Цикли санитарије, кашњење означења и нестајање залиха
Не само да је производња спорна. Три скривена проблема имају тенденцију да смање производњу у производњи. Хајде прво да разговарамо о распореду чишћења. Заводима су потребне редовне паузе за дезинфекцију да би остали у складу са прописима, али троше драгоцено време ако се не уклапају са стварним производњским потребама. Узмите оне линије које захтевају брзо чишћење 10 минута сваки сат - то се додаје на око 16% изгубљеног времена рада током дана у многим фабрикама за прераду хране. Затим је и проблем са етикетирањем. Када апликатор етикете не може да иде у ногу са оним што долази пре њега, флаке почињу да се скупљају свуда. Машине за пуњење се онда исцрпе са стварима на којима се може радити иако је све после њих готово за употребу. Видели смо да се то дешава више пута када се конвејдерски траке једноставно не крећу довољно брзо да би набризали главе за пуњење на пуну брзину. Овакве проблеме са заустављањем и кретањем ретко се појављују у стандардним извештајима о перформанси. Али менаџери фабрике који инсталирају системе за праћење у реалном времену и читају дневнике за смену примећују ове обрасце који се појављују између бројева.
Стратешко проширење капацитета за производњу производње бутилиране воде
Скилирање засновано на потражњи: усклађивање инвестиција са прогнозним хоризонтима Б2Б
Када се проширују операције производње бутилиране воде, потребно је да се синхронизују са предвиђањима потражње од предузећа до предузећа ако компаније желе да избегну скупе грешке на обе стране инвестиционих одлука. Погледање тржишних трендова из последње три године у комбинацији са старијим записима наручења помаже у откривању где је стварни капацитет слаб. Летњи месеци обично доносију скакове потражње, тако да многи произвођачи одлучују за модуларне додатке који привремено повећавају производњу за око 15 до 20 посто без трошења великих новца унапред. Паметни произвођачи се фокусирају на машине које могу да мењају конфигурације довољно брзо да би у року од пола сата или тако обрађивале различите величине бочица, што их спречава да изгубе вредне наруџбине када се преференције купца изненада промене. Следећи ову стратегију засновану на чврстим истраживањима, сваке године се штеде стотине хиљада ресурса које се троше на неискоришћене опреме, плус то значи бити спреман када нови уговори дођу у право време.
Зашто линеарне додатке опреме не успевају: смањење прихода изолованих надоградњи
Додавање самосталних брких пуњача без интеграције доле ствара скупе вузла. Размислите о овим ограничењима фрагментисаних надоградњи:
| Тип надоградње | Продаја | Скривени трошкови |
|---|---|---|
| Само за пуњење | 8–12% | Цамс етикетирача (+ 17% времена одмора) |
| Усавршавање капера | 5–7% | Кашњења са санитаријом (+22% времена циклуса) |
| Проширење конвејера | 3–4% | Остатак КЦ (+ 34% стопа одбијања) |
Када компаније улажу у опрему одвојено уместо као део комплетног система, они на крају стварају велике проблеме ефикасности. Узмимо, на пример, када неко купи 24.000 боца на сат пуњача, али има само 18,000 БПХ капака на располагању. Та конфигурација у основи баци око четвртине онога што би се могло произвести. Шта ће се догодити? Трошкови одржавања су у врху, док је стварни раст производње упорно испод 10%. Стварни раст долази од редизајна целих производних линија тако да све ради заједно. Модерне фабрике почињу да постављају слојеве аутоматизационих технологија као што су системи за праћење ОЕЕ засновани на облаку који помажу у усаглашавању различитих делова линије на њиховим оптималним брзинама. Када произвођачи користе овај приступ целокупне слике, престају да плаћају тај скривени трошак од одвојених машина и заправо виде стварне резултате. Већина биљки извештава о било којој од 30% до скоро 40% бољој продукцији након извршења таквих свеобухватних промена.
Избор и интеграција опреме са великим пролазом за производње производње бутилиране воде
Брзина против усаглашености: Балансирање циљева излаза са FDA/ISO санитарним захтевима
Уредба за пуњење са великим капацитетом мора постићи циљеве проналажења уз поштовање строгих санитарних стандарда ФДА и ИСО. Производне линије се суочавају са критичним компромисима:
- Убрзавање времена циклуса ризикује некомплетну стерилизацију током циклуса чишћења на месту (CIP)
- Превише приоритетисање усаглашености може створити гужве, смањујући ОЕЕ до 30%
Водеће објекте решавају ово примењом прецизно контролисаних пуњача са аутоматским протоколима стерилизације који одржавају хигијену без компромитовања брзине.
Модуларна, интегрисана решења линије: безпрекорна скалабилност без фрагментације процеса
Модерне производне линије користе модуларне принципе дизајна како би елиминисале јазке у компатибилности између опреме. Интегрисани системи показују:
| Приступа интеграције | Традиционалне линије | Модуларне линије |
|---|---|---|
| Време преласка | 4560 минута | ≤ 15 минута |
| Утицај времена одступања | 22% губитак производње | < 7% губитак производње |
| Трошкови скалибилности | Високи трошкови за модернизацију | Усавршавања за плаг-ан-плеј |
Стандардизовањем комуникационих протокола и интерфејса, објекти постижу 25% бржи раст капацитета, а истовремено одржавају непрекидне операције у флаширање.
Утврђивање добитака: Оптимизација радног тока и предвиђање смањења времена одступања
Услуга одржавања заснована на подацима: Упознавање са 12 објеката за пуњење велике количине флаширане воде
Прелазак од решавања проблема након што се деси, према предвиђању проблема пре него што се случану, заиста чини операције глатким. Гледајући недавне извештаје из индустрије, фабрике које су усвојиле системе одржавања засноване на сензорима обично имају око 30 до можда чак 50 посто мање неочекиваног времена простора, плус њихова опрема траје око 20 до 40 посто дуже од обичног. Разлог за оваква побољшања лежи у константном праћењу ствари као што су вибрације, температуре и ниво притиска широм објекта. То омогућава особље за одржавање да примети знаке зноја много пре него што се нешто заправо поквари и заустави производњу. На пример, дајте на пример млазнице за пуњење - сензори често могу да открију када се пломбе почињу разлагати више од три дана пре него што се деси било који стварни неуспех, што тимцима даје времена да их замењују током редовних периода чишћења уместо да изазову хитно искључивање. Постоји и друга предност: компаније извештавају да чувају око четвртину мање резервних делова у складишту, а да и даље имају оно што им је потребно када се деси хитна ситуација. Оно што видимо на различитим производним локацијама је прилично говориво. Када објекти комбинују ове инструменте за предвиђање са доследним радним процедурама, промјене између производних серија постају око 18 одсто брже, а укупна ефикасност опреме скочи било где од 12 до можда 15 поена. Шта је крајње? Заводи који желе да одржавају свој производни капацитет морају да гледају даље од простог прикупљања података и да их започну користити да би предвидели проблеме пре него што постану проблеми.
Често постављене питања
Који је идеалан проценат ОЕЕ за производње бутилиране воде?
Најбољи перформанси у индустрији имају за циљ ОЕЕ од преко 85%. Међутим, многи линије са бутилираном водом имају проблема са ефикасношћу од око 60 до 70%.
Како компаније могу смањити време одмора током цикла санитарије?
У објектима се може смањити време за одморање у сагласности са санитетарним распоредом и стварним производњом потребама и коришћењем прецизно контролисаних пунила са аутоматизованим протоколима стерилизације како би се одржала хигијена без компромиса брзине.
Зашто модернизација изоловане опреме не даје очекиване резултате?
Изолирана надоградња често доводе до уплитних угласа јер се не интегришу добро са постојећим системима. Ова неисправност може довести до повећаног времена простора, већих трошкова одржавања и ограничења раста производње.
Како системи предвиђања одржавања могу побољшати рад?
Продиктивни системи одржавања користе сензоре за праћење опреме, што омогућава објектима да предвиде и реше проблеме пре него што доведу до времена простора. Овај приступ обично резултира са 30%-50% мање неочекиваног времена простора и дужи живот опреме.
Садржај
- Дијагностиковање вузличних уши у ватри за производњу бутилиране воде
- Стратешко проширење капацитета за производњу производње бутилиране воде
- Избор и интеграција опреме са великим пролазом за производње производње бутилиране воде
- Утврђивање добитака: Оптимизација радног тока и предвиђање смањења времена одступања