A szénsavas italok régóta foglalnak kitüntetett helyet a globális italpiacon, és fogyasztóikat friss, pezsgő ízükkel és élénk habzásukkal ragadják meg. Minden ilyen kedvelt ital palackja mögött egy magas fokú automatizáltsággal és pontosan összehangolt termelési rendszer rejlik – a gáztartalmú ital termelési sor . A nyersanyag-feldolgozástól kezdve az elkészült, csomagolt termékig minden folyamatlánc szakszerűen tervezett, hogy egységes ízt, stabil működést és a nagyüzemi gyártás igényeinek kielégítését biztosítsa.
A gyártási folyamat központjában a vízkezelő rendszer áll, amely a szénsavas italok alapvető „minőség-ellenőrzője”. Mivel a víz aránya a legnagyobb a késztermékben, tisztasága közvetlenül befolyásolja az ízét, átlátszóságát és biztonságosságát. A fejlett vízkezelési folyamat négy kulcsfontosságú szakaszból áll: kvarc homokszűrés, aktívszén-adszorpció, precíziós szűrés és ultraibolya sterilizáció. Kezdetben a kvarc homok hatékonyan eltávolítja a nyersvízből a nagyobb szennyeződéseket, például a üledéket és a rozsdát, ezzel előkészítve a későbbi tisztítási lépéseket. Ezután az aktívszén adszorbeálja a maradék klórt, szerves vegyületeket és kellemetlen szagokat, így megszünteti azokat az idegen ízeket, amelyek rontanák az ital minőségét. A precíziós szűrés ezután a finomabb részecskékre és kolloidokra irányul, tovább javítva a víz átlátszóságát. Végül az ultraibolya sterilizáció bakteriális, vírusos és egyéb mikroorganizmusokat pusztít el kémiai adalékok hozzáadása nélkül, így biztosítva, hogy a víz megfeleljen a szigorú nemzeti és nemzetközi ital-higiéniás szabványoknak. Ez a többfokozatú tisztítási folyamat nemcsak tiszta alapvizet garantál, hanem stabil alapot is teremt a későbbi folyamatban az egyéb összetevők harmonikus összekeveréséhez.
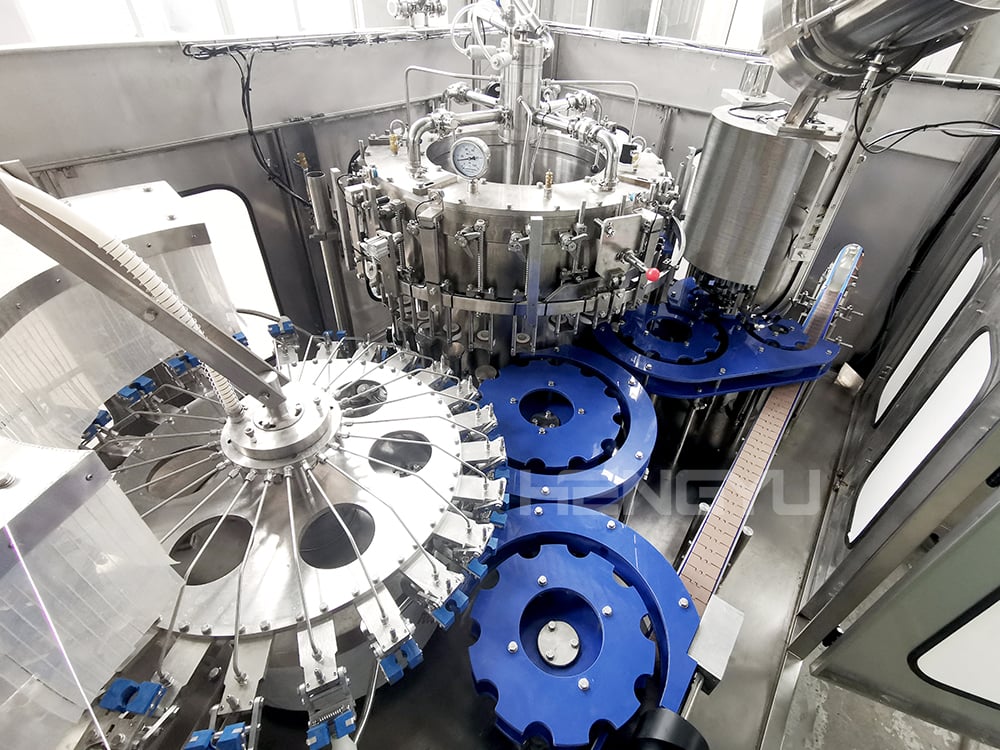
A szénsavas italok gyártási vonalán belül – kulcsberendezések és műveletek
A keverési és összekeverési rendszer a gyártósor „ízmagja”, amely felelős minden márkához tartozó jellegzetes íz kialakításáért. Ez a kifinomult berendezés pontosan összekeveri a négy kulcsfontosságú összetevőt: tisztított vizet, szirupot, természetes vagy mesterséges aromákat, valamint élelmiszer-minőségű szén-dioxidot. A folyamat az egyes összetevők automatizált, szigorú receptek szerinti adagolásával kezdődik – a szirup biztosítja az édességet, az aromák egyedi ízprofilokat (citrus, kóla, gyümölcskeverékek) nyújtanak, míg a szén-dioxid biztosítja a jellegzetes pezsgést. A keverés alacsony hőmérsékleten és magas nyomáson zajlik, ami kritikus tényező, mivel ezzel maximalizálható a szén-dioxid oldhatósága, és így a ital megtartja pezsgését még a megnyitás után is. A keverőrendszer zárt körös kialakítása megakadályozza a szennyeződést, és biztosítja az összetevők arányának egységes betartását minden tételnél, elkerülve az ízbeli ingadozásokat, amelyek csökkenthetik a fogyasztói hűséget. A valós idejű figyelőrendszerek dinamikusan szabályozzák a hőmérsékletet, a nyomást és az összetevők arányát, így minden palack ugyanolyan frissítő ízével várja a fogyasztót.
Miután az ital összekeveredik és szénsavasításra kerül, a töltőgépre kerül, amely egy nagy pontosságú munkagép, és kulcsfontosságú a szénsav megtartásához. A szénsavasított italok nagyon nyomásérzékenyek; a helytelen töltés szén-dioxid-veszteséghez vezethet, aminek eredményeként lapos italok keletkeznek. Ennek kiküszöbölésére a modern gyártósorok izobár töltési technológiát alkalmaznak. A gép először szén-dioxiddal nyomja fel az üres palackokat, hogy a palackok nyomása megegyezzen a töltőtartály nyomásával, így egy azonos nyomású környezetet hoz létre, amely megakadályozza a gáz gyors felszabadulását a töltés során. A pontos áramlásszabályozású fúvókák biztosítják, hogy minden palack pontosan a megadott térfogatra töltődjön (hibahatár 0,2 % alatt), miközben minimálisra csökkentik a habképződést. A töltés azonnal után a palackokat koronadugókkal vagy csavaros kupakkal zárják le a nyomás fenntartása és a szennyeződés megelőzése érdekében, ezzel befejezve ezt a kulcsfontosságú fázist.
A töltés és zárás után a palackok palackmelegítési folyamaton mennek keresztül. A szénsavas italokat 0–4 °C-on töltik, hogy növeljék a szén-dioxid oldhatóságát, azonban a hideg palackok szobahőmérsékleten páralecsapódást alakítanak ki, amely kockázatot jelent a címke ragadására. A palackmelegítő enyhe melegítéssel 15–20 °C-ra emeli a palackok hőmérsékletét, így eltávolítja a páralecsapódást anélkül, hogy megváltoztatná az ízüket vagy a szénsavtartalmukat. Ez a látszólag egyszerű lépés kulcsszerepet játszik a termék megjelenésének és a márkakép megőrzésében.
Ezután a címkézőgép és a lézeres jelölőgép együttműködik a termék azonosítása és nyomon követhetősége érdekében. A címkézőgép nagy pontosságú szervóvezérlést alkalmaz a márkanevek, összetevőlisták és tápérték-információk címkéinek felhelyezésére. Különféle címkeanyagokat (papír, műanyag) és palackformákat (hengeres, négyzetes, szabálytalan) is kezel, így biztosítva, hogy a címkék egyenesek, gyűrődésekmentesek és megbízhatóan rögzítettek legyenek. A lézeres jelölőgép ezután kritikus nyomon követhetőségi adatokat – gyártási dátumot, tételszámot, lejárati időt és gyártósori kódot – nyomtat közvetlenül a palackokra vagy a címkékre. A hagyományos tintás nyomtatással ellentétben a lézeres jelölés érintésmentes, környezetbarát, és tisztán olvasható, kopásálló, hamisításbiztos jeleket eredményez. Ez megfelel a szabályozási nyomon követhetőségi követelményeknek, és lehetővé teszi a gyártók számára, hogy hatékonyan nyomon kövessék a tételcsoportokat, így gyorsan reagálhassanak minőségi problémák esetén.
Végül a csomagoló gép befejezi a másodlagos csomagolási folyamatot. A címkézett és megjelölt üvegek a géphez kerülnek, amely összeállítja őket csomagokba (6-os, 12-es kiszerelés), majd hőre zsugorodó fóliába csomagolja vagy kartondobozokba helyezi őket. A gép nagy sebességgel működik, illeszkedve a gyártósor kapacitásához, és biztosítja, hogy a csomagok rendezettek, szorosan zárók és tartósak legyenek – így védelmet nyújtanak az üvegeknek a tárolás és szállítás során, ugyanakkor elősegítik a polcon való kiszolgálást és a fogyasztók általi szállítást is. A fejlettebb modellek intelligens érzékelőrendszert is integrálnak a hibás csomagok (hiányzó üvegek, laza címkék) kiválasztására, ezzel tovább növelve a minőségi szabványokat.
Az egész gyártósor zárt körű logikán működik, ahol a berendezések automatizált szállítószalagokkal és egy központi irányítórendszerrel vannak összekötve. Minden gépen elhelyezett érzékelők valós idejű adatokat gyűjtenek – például a vízminőségi paramétereket, a töltési térfogatot és a csomagolási sebességet –, amelyeket a központi rendszer folyamatosan figyel. Amennyiben rendellenességet észlel (pl. meg nem felelő vízminőség, csökkent töltési hatékonyság), a rendszer riasztja az üzemeltetőket, és leállíthatja a kapcsolódó folyamatokat, hogy megakadályozza a hibás termékek továbbjutását. Ez a zárt körű irányítás biztosítja a stabil és hatékony működést, 0,1%-nál alacsonyabb selejtaránnyal, miközben maximalizálja az erőforrások kihasználását, és minimalizálja a környezeti terhelést.
 Aktuális hírek
Aktuális hírek2026-07-15
2026-07-08
2026-07-01
2026-05-14
2026-04-10
2026-02-01

 CN
CN





