Carbonated beverages have long held a cherished place in the global beverage market, captivating consumers with their crisp fizz and refreshing flavors. Behind every bottle of these beloved drinks lies a highly automated, precisely coordinated production system—the carbonated beverage production line. From raw material processing to the final packaged product, every link is meticulously engineered to deliver consistent taste, stable performance, and meet the demands of large-scale production.
At the heart of the production process is the water treatment system, the foundational "quality gatekeeper" of carbonated beverages. As water makes up the largest proportion of the final product, its purity directly influences taste, clarity, and safety. The advanced water treatment workflow consists of four key stages: quartz sand filtration, activated carbon adsorption, precision filtration, and ultraviolet sterilization. Initially, quartz sand effectively removes large particulate impurities such as sediment and rust from raw water, setting the stage for subsequent purification steps. Next, activated carbon adsorbs residual chlorine, organic compounds, and unwanted odors, eliminating off-flavors that could compromise the beverage’s quality. Precision filtration then targets finer particles and colloids, further refining water clarity. Finally, ultraviolet sterilization eradicates bacteria, viruses, and other microorganisms without introducing chemical additives, ensuring the water meets stringent national and international beverage hygiene standards. This multi-stage purification not only guarantees pure base water but also creates a stable foundation for the harmonious blending of other ingredients later in the process.
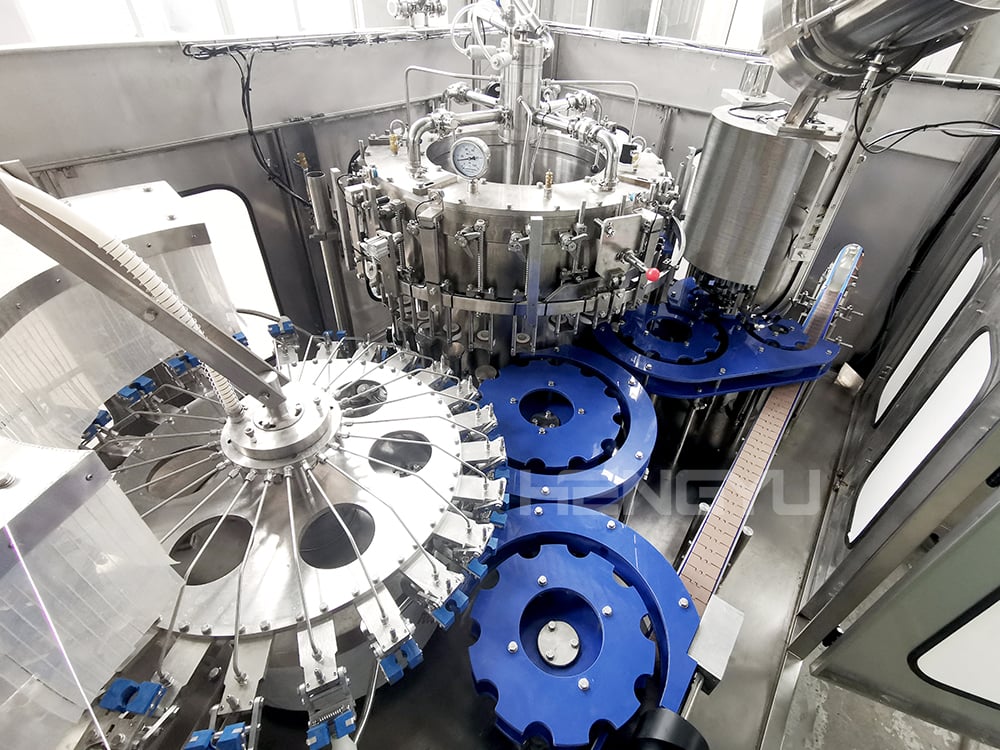
Inside the Carbonated Beverage Production Line-Key Equipment & Operations
The mixing and blending system stands as the "flavor core" of the production line, responsible for crafting each brand’s signature taste. This sophisticated equipment precisely combines four key components: purified water, syrup, natural or artificial flavorings, and food-grade carbon dioxide. The process begins with automated metering of each ingredient according to strict formulas—syrup provides sweetness, flavorings deliver unique profiles (citrus, cola, fruit blends), and carbon dioxide contributes the characteristic fizz. Mixing occurs under low-temperature and high-pressure conditions, a critical detail that maximizes carbon dioxide solubility, ensuring the beverage retains its effervescence even after opening. The closed-loop design of the mixing system prevents contamination and ensures consistent ingredient proportioning across batches, avoiding taste variations that could erode consumer loyalty. Real-time monitoring tools adjust temperature, pressure, and ingredient ratios dynamically, guaranteeing every bottle offers the same refreshing taste.
Once the beverage is mixed and carbonated, it moves to the filling machine, a high-precision workhorse critical for preserving carbonation. Carbonated beverages are highly pressure-sensitive; improper filling can cause carbon dioxide loss, resulting in flat drinks. To address this, modern lines employ isobaric filling technology. The machine first pressurizes empty bottles with carbon dioxide to match the filling tank’s pressure, creating an equal-pressure environment that prevents rapid gas release during filling. Precision flow-controlled nozzles ensure each bottle is filled to the exact volume (with an error rate below 0.2%) while minimizing foam. Immediately after filling, bottles are sealed with crown caps or screw caps to maintain pressure and prevent contamination, completing this vital stage.
After filling and sealing, bottles undergo a bottle warming process. Carbonated beverages are filled at 0-4°C to enhance carbon dioxide solubility, but cold bottles develop condensation at room temperature, risking label adhesion issues. The bottle warmer gently heats bottles to 15-20°C, eliminating condensation without altering taste or carbonation. This seemingly simple step plays a crucial role in preserving product appearance and brand image.
Next, the labeling machine and laser marking machine collaborate to provide product identification and traceability. The labeling machine uses high-precision servo control to apply brand logos, ingredient lists, and nutritional information labels. It accommodates various label materials (paper, plastic) and bottle shapes (cylindrical, square, irregular), ensuring labels are straight, wrinkle-free, and securely attached. The laser marking machine then prints critical traceability data—production date, batch number, expiration date, and line code—directly on bottles or labels. Unlike traditional ink printing, laser marking is non-contact, eco-friendly, and produces clear, wear-resistant, tamper-proof marks. This meets regulatory traceability requirements and enables manufacturers to track batches efficiently, facilitating quick responses to quality issues if they arise.
Finally, the packaging machine completes the secondary packaging process. Labeled and marked bottles are conveyed to the machine, which arranges them into bundles (6-packs, 12-packs) and wraps them in heat-shrinkable film or places them in cartons. Operating at high speeds matching the line’s capacity, the packaging machine ensures neat, tight, and durable packages that protect bottles during storage and transportation while facilitating shelf display and consumer carrying. Advanced models integrate intelligent detection to reject defective packages (missing bottles, loose labels), further upholding quality standards.
The entire production line operates on a closed-loop logic, with equipment linked via automated conveyors and a central control system. Sensors on each machine collect real-time data—water quality parameters, filling volume, packaging speed—which the central system monitors continuously. If abnormalities are detected (substandard water quality, reduced filling efficiency), the system alerts operators and can pause relevant processes to prevent defective products from advancing. This closed-loop control ensures stable, efficient operation with a defect rate below 0.1%, while maximizing resource utilization and minimizing environmental impact.
 Hot News
Hot News2026-07-15
2026-07-08
2026-07-01
2026-05-14
2026-04-10
2026-02-01

 CN
CN





