Газовані напої тривалий час займають почетне місце на глобальному ринку напоїв, захоплюючи споживачів своїм освіжаючим шипінням і смаком. За кожною пляшкою цих улюблених напоїв стоїть високоступенева автоматизована та точно скоординована система виробництва — лінія виробництва газованого напою лінія виробництва газованих напоїв. Від переробки сировини до готового запакованого продукту кожне з ланок ретельно спроектоване для забезпечення сталого смаку, стабільної роботи та задоволення вимог масового виробництва.
У центрі виробничого процесу розташована система очищення води — фундаментальний «контролер якості» газованих напоїв. Оскільки вода становить найбільшу частку кінцевого продукту, її чистота безпосередньо впливає на смак, прозорість та безпеку напою. Сучасний процес очищення води складається з чотирьох ключових етапів: фільтрації кварцовим піском, адсорбції активованим вугіллям, прецизійної фільтрації та ультрафіолетової стерилізації. На першому етапі кварцовий пісок ефективно видаляє великі тверді домішки з сирої води, такі як осад і ржавчина, підготовлюючи її до подальших етапів очищення. Далі активоване вугілля адсорбує залишковий хлор, органічні сполуки та неприємні запахи, усуваючи сторонні присмаки, які можуть погіршити якість напою. Прецизійна фільтрація видаляє дрібні частинки та колоїди, ще більше покращуючи прозорість води. Нарешті, ультрафіолетова стерилізація знищує бактерії, віруси та інші мікроорганізми без використання хімічних додатків, забезпечуючи відповідність води суворим національним і міжнародним стандартам гігієни для напоїв. Цей багатоетапний процес очищення не лише гарантує отримання чистої базової води, а й створює стабільну основу для гармонійного змішування інших інгредієнтів на подальших етапах виробництва.
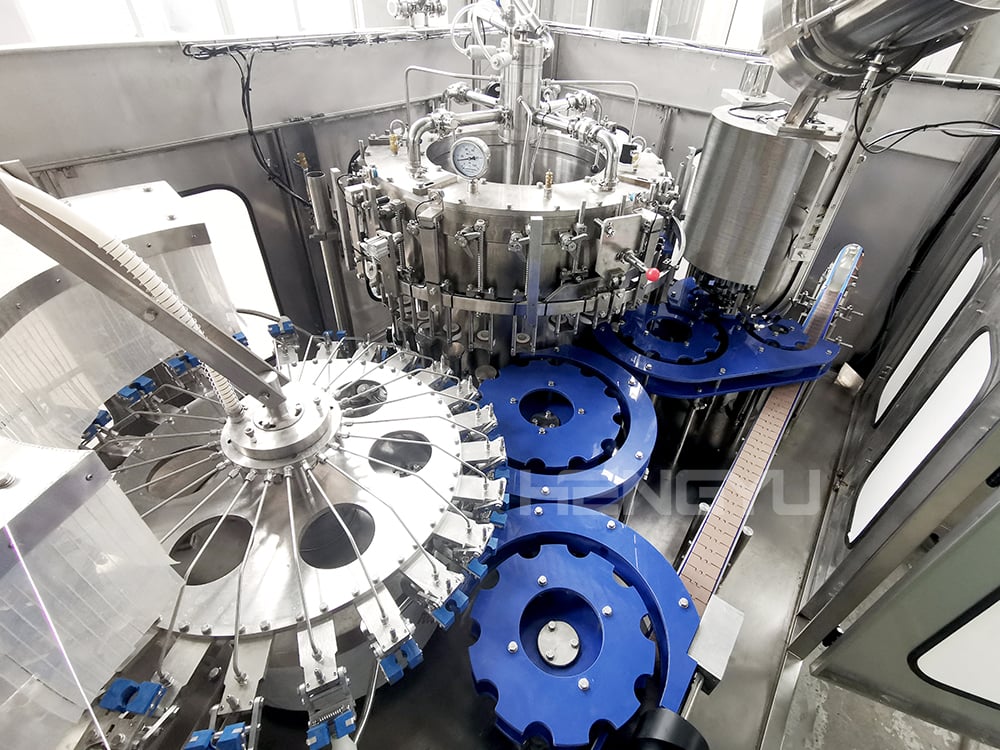
Усередині лінії виробництва газованих напоїв — ключове обладнання та операції
Система змішування та узгодження є «смаковим ядром» виробничої лінії й відповідає за створення унікального смаку кожної торгової марки. Це складне обладнання точно поєднує чотири ключові компоненти: очищену воду, сироп, натуральні або штучні ароматизатори та харчовий вуглекислий газ. Процес починається з автоматичного дозування кожного інгредієнта згідно зі строгими формулами — сироп забезпечує солодкість, ароматизатори надають унікальні смакові профілі (цитрусові, колові, фруктові суміші), а вуглекислий газ надає характерне шипіння. Змішування відбувається за умов низької температури та високого тиску — цей важливий параметр максимізує розчинність вуглекислого газу, забезпечуючи збереження газованості напою навіть після відкриття пляшки. Конструкція системи змішування з замкненим циклом запобігає забрудненню та забезпечує сталість співвідношення інгредієнтів у всіх партіях, усуваючи відхилення у смаку, що можуть підірвати лояльність споживачів. Інструменти поточного моніторингу динамічно регулюють температуру, тиск і співвідношення інгредієнтів, гарантуючи, що кожна пляшка має однаковий освіжаючий смак.
Після того як напій змішано й накарбонізовано, він надходить до розливної машини — високоточної робочої конячки, критично важливої для збереження карбонації. Газовані напої дуже чутливі до тиску; неправильне розливання може призвести до втрати вуглекислого газу й утворення «плоских» напоїв. Щоб уникнути цього, сучасні лінії використовують ізобаричну технологію розливання. Спочатку машина підвищує тиск у порожніх пляшках за допомогою вуглекислого газу, щоб він відповідав тиску в розливному баку, створюючи середовище з однаковим тиском, що запобігає швидкому виділенню газу під час розливання. Точні насадки з регулюванням витрати забезпечують наповнення кожної пляшки строго до заданого об’єму (похибка — менше 0,2 %) і мінімізують утворення піни. Відразу після розливання пляшки герметично закривають корковими або гвинтовими кришками, щоб зберегти тиск і запобігти забрудненню, завершуючи цей життєво важливий етап.
Після наповнення та герметизації пляшки проходять процес підігріву. Газовані напої розливають при температурі 0–4 °C, щоб підвищити розчинність вуглекислого газу, однак на холодних пляшках у кімнатних умовах утворюється конденсат, що створює ризик проблем з приклеюванням етикеток. Підігрівач пляшок обережно нагріває їх до 15–20 °C, щоб усунути конденсат без зміни смаку або газування. Цей, здавалося б, простий крок відіграє вирішальну роль у збереженні зовнішнього вигляду продукту та іміджу бренду.
Далі машина для нанесення етикеток та лазерний маркувальний апарат співпрацюють, забезпечуючи ідентифікацію продукту та його відстежуваність. Машина для нанесення етикеток використовує високоточне сервокерування для нанесення логотипів брендів, переліків інгредієнтів та етикеток з інформацією про харчову цінність. Вона підтримує різні матеріали етикеток (папір, пластик) та форми пляшок (циліндричні, квадратні, неправильні), забезпечуючи рівне, безморщинне та надійне прикріплення етикеток. Лазерний маркувальний апарат потім наносить критичні дані щодо відстежуваності — дату виробництва, номер партії, термін придатності та код лінії — безпосередньо на пляшки або етикетки. На відміну від традиційного друку чорнилом, лазерне маркування є безконтактним, екологічно чистим і створює чіткі, стійкі до зносу та захищені від підробок позначки. Це відповідає регуляторним вимогам щодо відстежуваності та дозволяє виробникам ефективно відстежувати партії, що сприяє швидкій реакції на якісні проблеми у разі їх виникнення.
Нарешті, упакувальна машина завершує процес вторинної упаковки. Позначені та марковані пляшки подаються до машини, яка розміщує їх у пачки (по 6 або 12 штук) і обгортає термоусаджувальною плівкою або розміщує в картонних коробках. Працюючи з високою швидкістю, що відповідає потужності лінії, упакувальна машина забезпечує акуратну, щільну й міцну упаковку, яка захищає пляшки під час зберігання та транспортування, а також сприяє ефективному розміщенню на полицях та зручності для споживачів під час перенесення. Сучасні моделі оснащені інтелектуальними системами виявлення, що відбраковують браковані упаковки (відсутні пляшки, неправильно накладені етикетки), що додатково забезпечує високі стандарти якості.
Вся виробнича лінія працює за логікою замкненого циклу, причому обладнання пов’язане автоматизованими конвеєрами та центральною системою керування. Датчики на кожному верстаті збирають дані в реальному часі — параметри якості води, об’єм наповнення, швидкість упаковки, — які центральна система постійно контролює. У разі виявлення відхилень (незадовільна якість води, зниження ефективності наповнення) система сповіщає операторів і може призупинити відповідні процеси, щоб запобігти просуванню бракованих виробів далі по лінії. Цей контроль за замкненим циклом забезпечує стабільну й ефективну роботу з рівнем браку нижче 0,1 %, одночасно максимізуючи використання ресурсів та мінімізуючи вплив на навколишнє середовище.
 Гарячі новини
Гарячі новини2026-07-15
2026-07-08
2026-07-01
2026-05-14
2026-04-10
2026-02-01

 КН
КН





