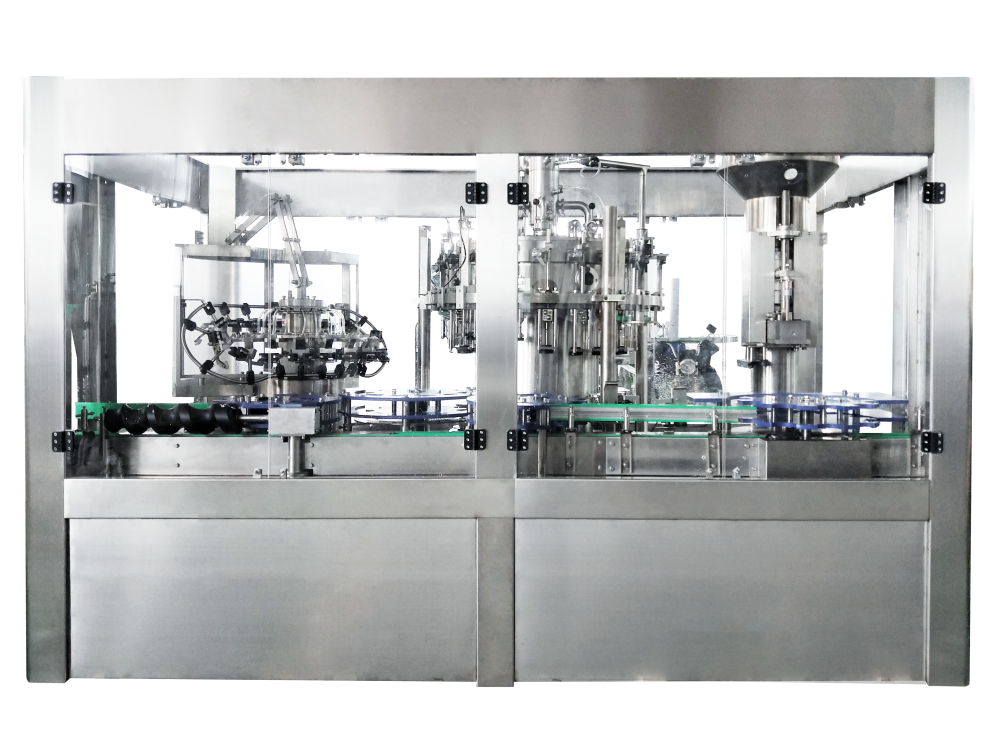
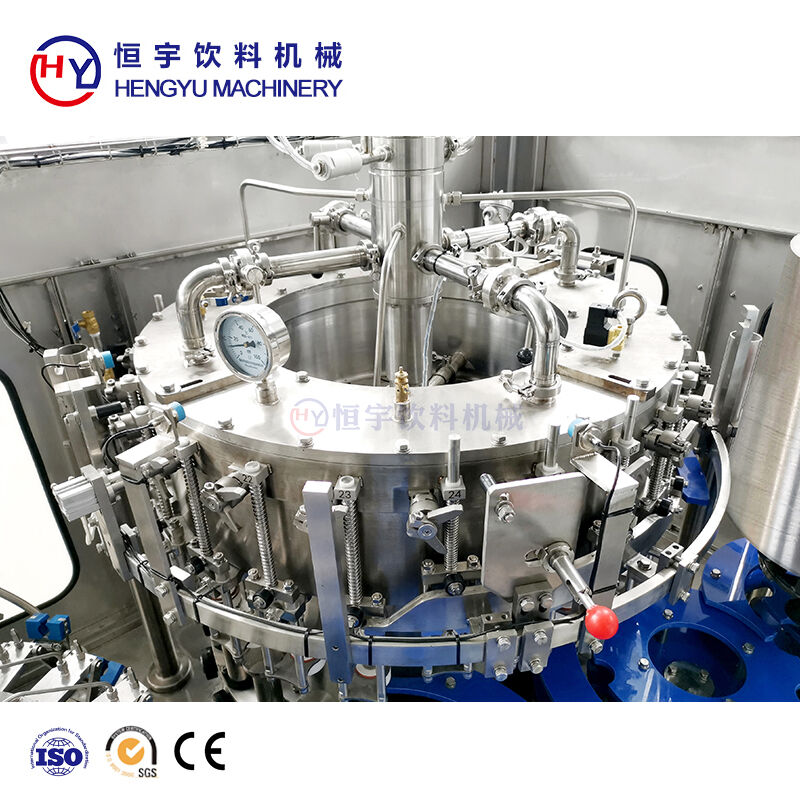
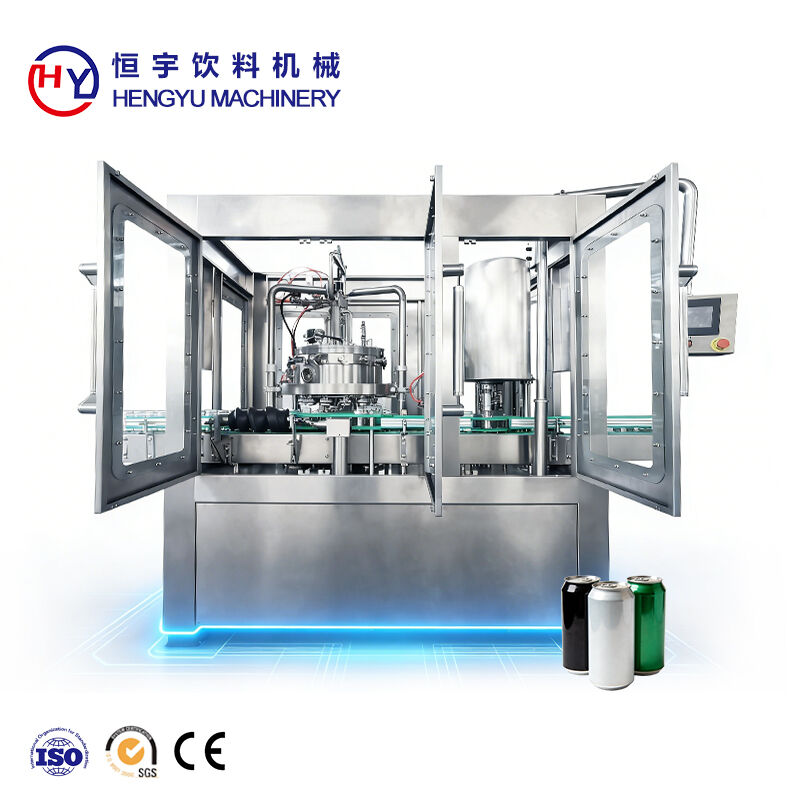
counter pressure canning line
The counter pressure canning line represents a sophisticated beverage packaging solution designed to handle carbonated and sensitive liquid products with exceptional precision and care. This advanced automated system operates by maintaining consistent pressure throughout the filling process, preventing carbonation loss and ensuring product quality remains intact from tank to sealed can. The counter pressure canning line consists of multiple integrated stations including rinsing, filling, seaming, and quality control checkpoints that work in seamless coordination. At its core, the technology equalizes pressure inside the can with the product source before filling begins, eliminating foam formation and preserving the beverage's intended characteristics. The main functions encompass automated can feeding, pre-pressurization with CO2 or nitrogen, precise volume filling, secure double-seam closing, and post-fill inspection. Modern counter pressure canning line systems incorporate programmable logic controllers that allow operators to adjust parameters for different product types, can sizes, and production speeds. Technological features include stainless steel construction for sanitary processing, servo-driven filling valves for accuracy, automated CIP cleaning systems, and touchscreen interfaces for intuitive operation. These production lines accommodate various can formats ranging from slim 250ml containers to standard 500ml sizes and beyond. Applications span craft breweries, soft drink manufacturers, energy drink producers, sparkling water companies, and ready-to-drink coffee or tea brands. The counter pressure canning line proves particularly valuable for small to medium-scale producers seeking to transition from manual or semi-automatic processes to fully automated operations. By maintaining beverage integrity during packaging, this equipment helps brands deliver consistent taste profiles that meet consumer expectations. The versatility of counter pressure canning line technology supports both aluminum and steel cans while adapting to seasonal production fluctuations and new product launches without extensive reconfiguration.

 CN
CN