beer can packaging machine
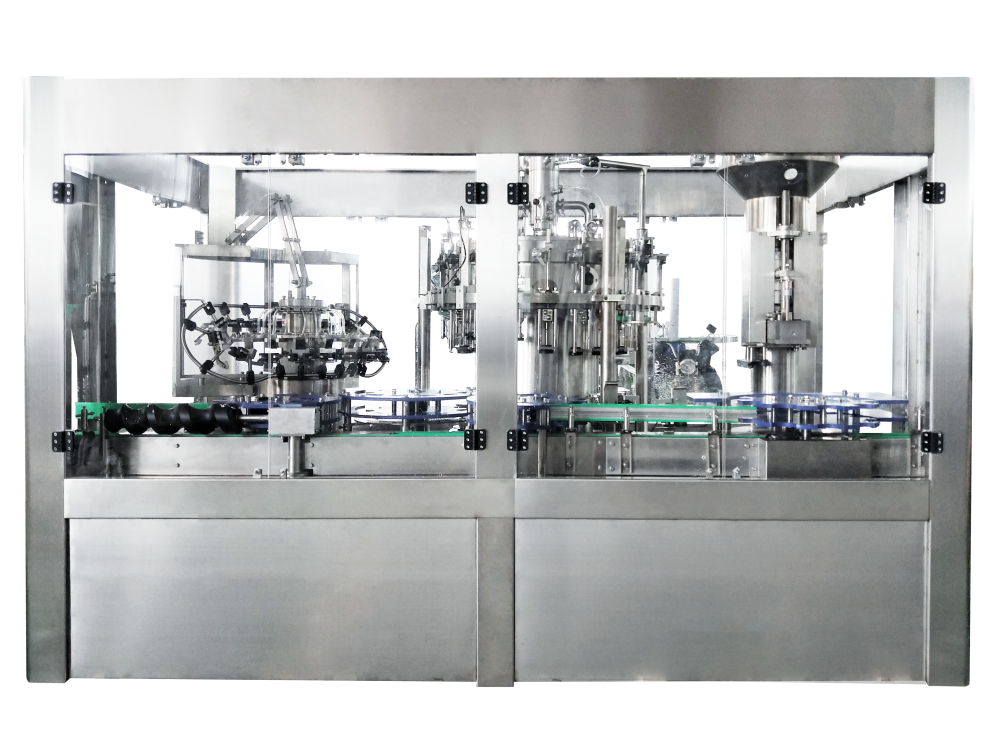
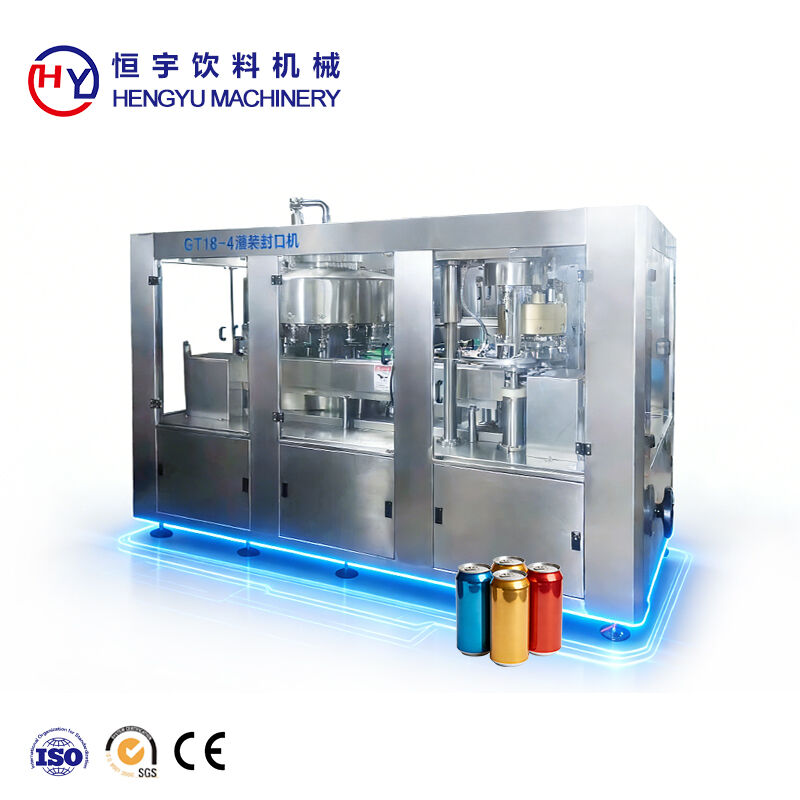
A beer can packaging machine represents essential automation equipment designed specifically for the beverage industry, particularly breweries and canning facilities that require efficient, high-speed production capabilities. This sophisticated machinery handles the complete process of preparing, filling, sealing, and packaging beer cans with precision and consistency. Modern beer can packaging machines integrate multiple operational stages into a streamlined workflow, including can depalletizing, rinsing, filling, seaming, leak detection, drying, labeling, date coding, and final case packing. The technology employed in these systems ensures that every can meets strict quality standards while maintaining product freshness and carbonation levels. These machines operate at varying speeds, from small-scale operations processing hundreds of cans per hour to industrial systems capable of handling thousands of units per minute. The technological features incorporated into contemporary beer can packaging machines include programmable logic controllers for precise operation management, servo-driven mechanisms for accurate filling volumes, automatic changeover systems for different can sizes, and integrated quality control sensors that monitor every stage of production. These systems utilize stainless steel construction to meet food-grade standards and facilitate easy cleaning and maintenance. The applications of beer can packaging machines extend beyond traditional breweries to include craft beer producers, contract packaging facilities, soft drink manufacturers, and energy drink producers. These versatile systems adapt to various can formats, including standard sizes like 250ml, 330ml, 500ml, and specialty formats. The integration capabilities allow these machines to connect with upstream brewing equipment and downstream palletizing systems, creating fully automated production lines that minimize manual intervention and maximize throughput efficiency while maintaining the highest standards of hygiene and product quality throughout the entire packaging process.

 CN
CN