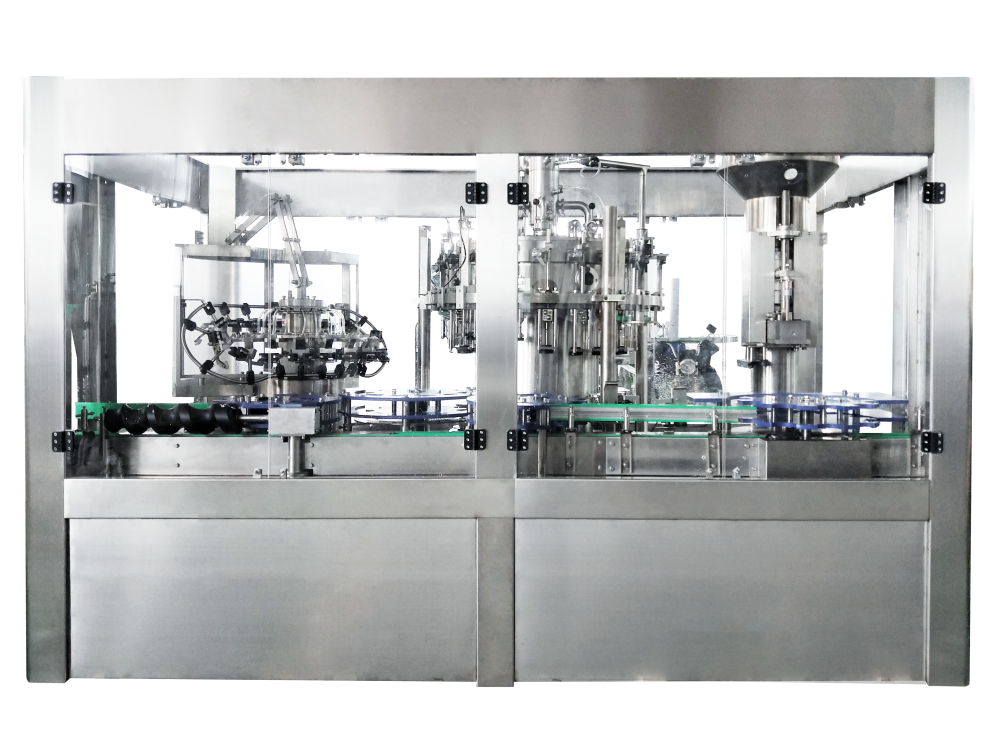
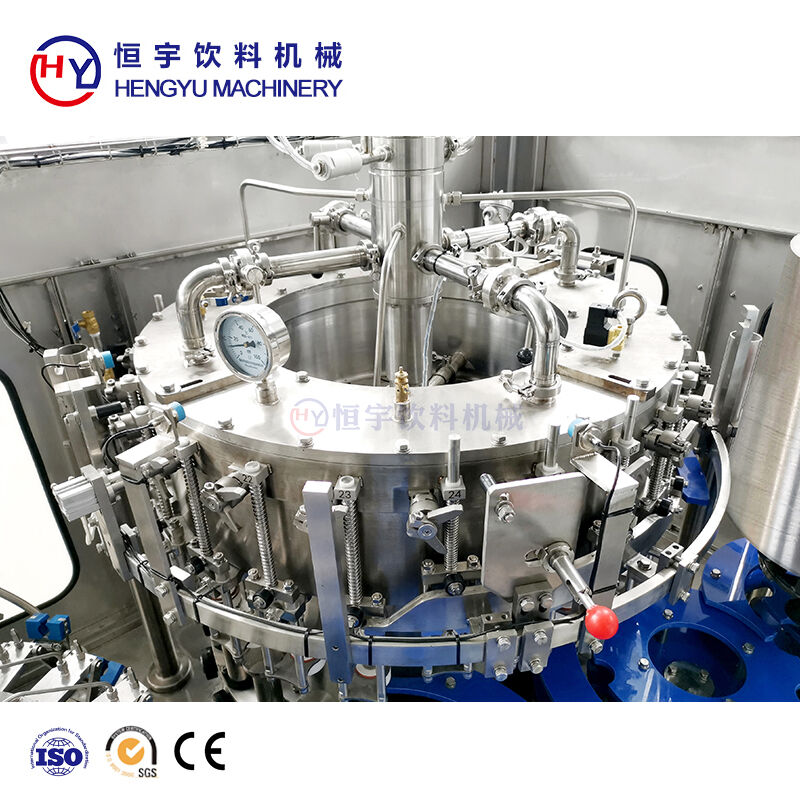
automatic beverage filling machine
The automatic beverage filling machine represents a revolutionary advancement in the liquid packaging industry, designed to streamline production processes for manufacturers of various beverages including water, juice, carbonated drinks, energy drinks, and dairy products. This sophisticated equipment integrates multiple operations into a seamless workflow, combining rinsing, filling, and capping functions within a single automated system. The primary function of an automatic beverage filling machine centers on precise liquid dispensing into containers of varying sizes and materials, whether glass bottles, plastic bottles, or aluminum cans. Modern machines utilize advanced sensor technology and programmable logic controllers to ensure accuracy in fill levels, minimizing product waste while maintaining consistency across thousands of units per hour. The technological features embedded within these systems include servo-driven mechanisms for enhanced precision, touchscreen interfaces for operator convenience, and quick-changeover capabilities that allow manufacturers to switch between different product types and container formats with minimal downtime. Many models incorporate clean-in-place systems and sanitary design principles that comply with stringent food safety regulations and hygiene standards. The application scope of automatic beverage filling machines extends across diverse production environments, from small-scale craft beverage operations requiring flexible batch processing to large industrial facilities demanding high-speed continuous production. These machines accommodate various filling methods including gravity filling for non-carbonated beverages, pressure filling for carbonated products, and vacuum filling for sensitive liquids requiring minimal oxygen exposure. The equipment's versatility makes it indispensable for beverage manufacturers seeking to scale operations, improve product quality, reduce labor costs, and meet increasing consumer demand. Integration capabilities with upstream and downstream equipment such as bottle blowers, labelers, and packaging systems create comprehensive production lines that maximize efficiency and operational control throughout the entire manufacturing process.

 CN
CN